咨询电话:133-8039-3036
联系人:雷女士
联系电话:133-8039-3036
网址:www.cnrdzn.com
地址:深圳市宝安区沙井街道南环路口康达尔林坡山工业区2栋

产品名称:全自动热压机

全自动热压机是主要应用于将管壳与FPC经过自动热压工艺作业,将其相应的pitch进行焊锡连接的自动化热压设备。其功能主要包含皮带流水线(兼容Tray)上料、FPC来料整理、 管壳对位预压、FPC的CCD视觉定位、管壳涂抹助焊剂、管壳固定、加热本压焊接、抽风排烟、成品皮带下料等。设备运行稳定、可靠、高效、安全,可适用于(①FPC:L15*W10mm 〜L50*W25mm;②管壳:L15*W10mm 〜L50*W50mm;③Tray盘:L280〜W210mm)管壳的FPC热压焊接作业。
工作原理:使用精密的机械结构和可靠地PLC控制系统实现设备工艺动作的自动运行,并通过CCD视觉影像系统实现FPC自动校正与补偿相应位置,再运用加热本压的工作原理:利用低电压大电流令高阻抗的热压头发热,将与此相接触的FPC上的锡膏升温,当温度升至焊锡的熔点之后, 两个相接触FPC通过锡膏连接在一起,经冷却固化后,固化的焊锡就形成一个持久的连接,导通管壳和FPC。
设备布局图

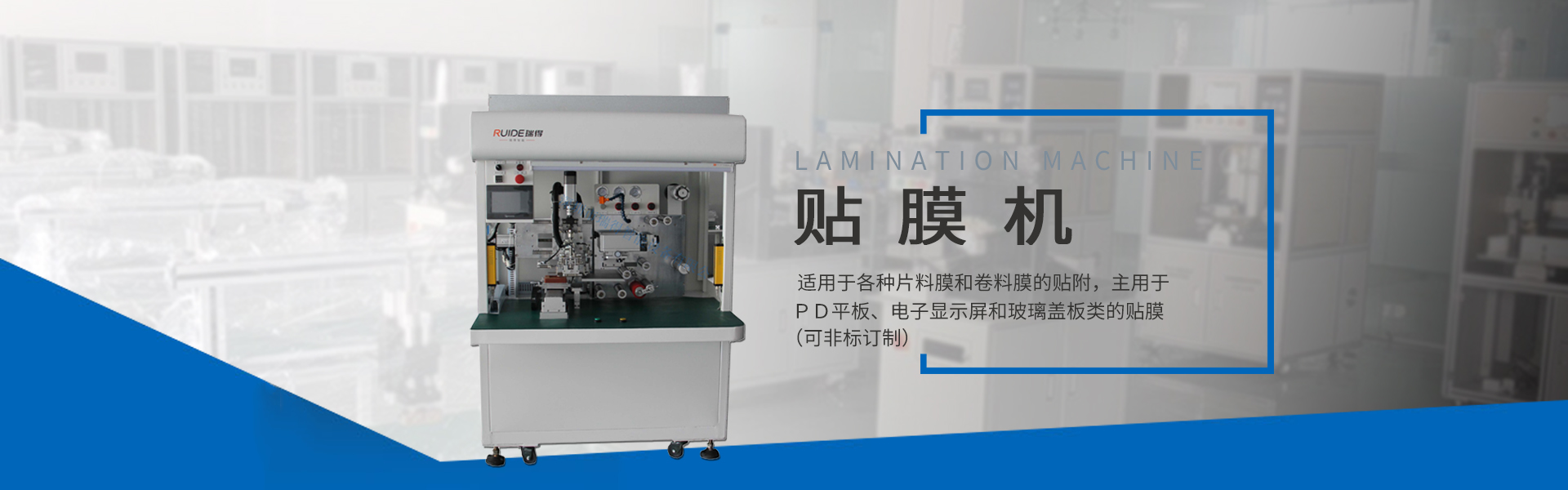
1、设备工艺流程热压原理
1)、工艺流程
2)、气浮装置
气浮平台是有效的隔震机构,对隔离低频振动尤为有效,通过自动补偿气压的压力来调整平台水平的功能装置。

气浮示意图
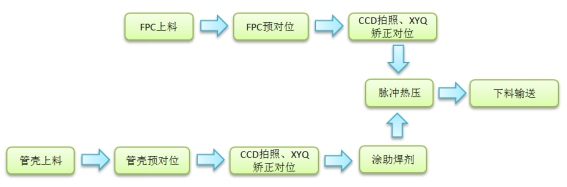
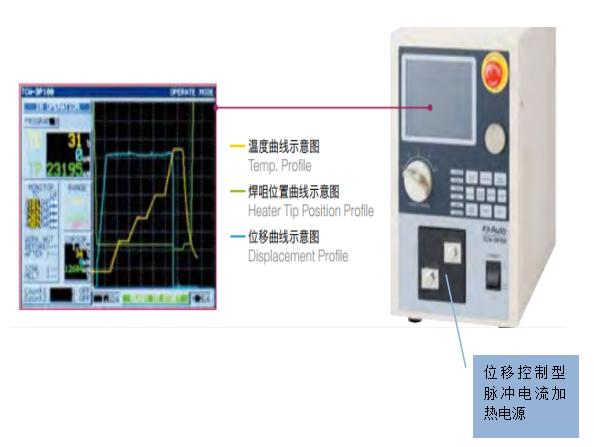
3)、热压工作原理
机构示意图
4)、搬送机械手
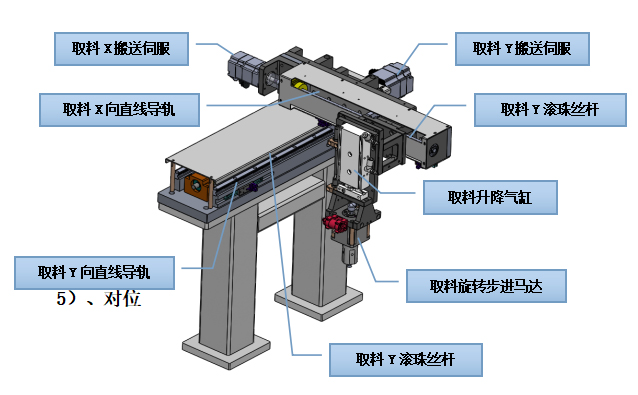
5)、对位、点助焊剂机械手


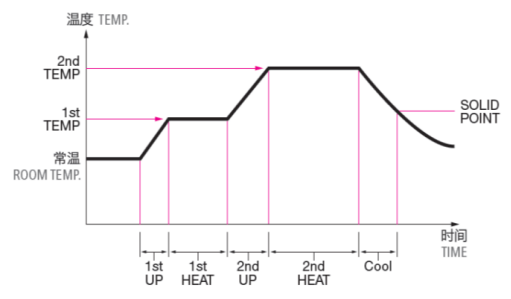
6)、温度控制曲线图
综合性能参数
序号 | 项目 | 规格参数 | 备注 |
1 | 适用产品尺寸 | FPC尺寸:(L15*W10mm〜L50*W25mm)(距边缘) 管壳尺寸:(L15*10mm〜L50*W50mm) (距边缘) Tray盘尺寸:(L280*W210mm)(距边缘) 预压时间:2〜3 s 管壳刷锡膏厚度:0.1±0.1mm(客户定制) 管壳刷锡膏间隙:≥0.3mm | 可适用于带盖板或不带盖板的液晶模组 |
2 | 设备外形尺寸 | L*W*H=1400*1700*1850 mm | 仅供参考 |
3 | 作业面高度 | H1=1000±20 mm | |
4 | 焊接位置精度 | ±0.03mm | 管壳中心线偏移 |
5 | 作业节拍T/T | ≤10s/pcs | 纯机械周期 |
6 | 焊接良率 | 99.5% | 除产品不良 |
7 | 设备稼动率 | ≥90% | |
8 | 产品换型时间 | 未生产过的产品:≤90 Min 已生产过的产品:≤60 Min | |
9 | 定位方式 | 30W像数CCD+视觉校正系统 | |
10 | 检查方式 | CCD视觉检查 | |
11 | 上下料方式 | 皮带上下料 | |
12 | 通讯方式 | TCP协议 以太网接口通讯 | PLC |
13 | 设备重量 | 约3000Kg | |
14 | 设备固定方式 | 滚轮移动,脚杯固定 | |
15 | 供电规格 | 1)220VAC/50HZ/6KW 2)机器自带2m长电线 | |
16 | 供气规格 | 1) 工作压力:0.5~0.7Mpa 2) 干燥无磨蚀压缩空气 3) 机器自带3m长气管 4) 耗气量:约220L/min | 无真空源的场合必须指定,默认出厂未配置真空泵 |
2、 主要元器件品牌及易耗件清单
序号 | 名称 | 品牌/产地 | 备注 |
1 | 伺服电机 | 安川(日本) | |
2 | 丝杆滑轨 | THK,等级C5(日本) | |
3 | 显示器 | DELL,19寸 | |
4 | 气动元件 | SMC/CKD(日本) | |
5 | 温度控制器 | OMRON(日本) | |
6 | 热电偶 | OMRON(日本) | |
7 | PLC | 三菱(日本) | |
8 | 触摸屏 | Pro-face(日本) | |
9 | 拖链 | Igus(德国) | |
10 | 电气元件 | 施耐德(法国) | |
11 | 数字气压开关 | 松下(日本) | |
12 | 丝杆电机 | 鼎智(台湾) | |
13 | 吸嘴 | SMC/天行(日本) | 易耗件 |
14 | 焊咀 | 四维定制 | 易耗件 |
15 | 治具条 | 四维定制 | 易耗件 |








